
Tối ưu hóa áp suất bể keo nóng chảy cho bao bì
Quản lý hiệu quả nhằm tránh lãng phí keo dán
Mỹ
Châu Á – Thái Bình Dương
Châu Âu
Nam Á, Trung Đông và Châu Phi
Bao bì thực phẩm và đồ uống liên tục phát triển khi người tiêu dùng muốn có nhiều lựa chọn hơn trong các sản phẩm trên kệ. Một trong những yếu tố không đổi giữa các lựa chọn đóng gói mới là việc sử dụng keo nóng chảy để đóng hộp giấy và thùng carton. Keo nóng chảy được thiết kế để khô nhanh tạo thành liên kết bền chặt. Để đáp ứng nhu cầu của người tiêu dùng, các dây chuyền đóng gói cần phải chạy trơn tru và tránh thời gian ngừng hoạt động. Để đạt được hiệu quả này, người vận hành dây chuyền đóng gói cần hiểu cách keo dán và thiết bị kết hợp với nhau để tạo ra những mối dính hoàn hảo.
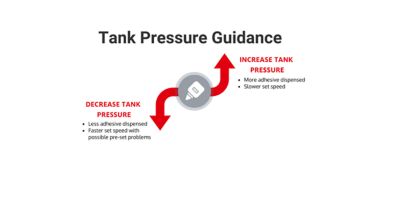
Hệ thống keo nóng chảy được thiết kế để đáp ứng nhu cầu của từng dây chuyền sản xuất với một loạt các máy bơm, ống dẫn, kim phun và bể chứa. Từ bể nấu chảy, nơi làm nóng các viên hoặc các khối keo, đến các máy bơm tạo áp lực cho keo nóng chảy, mỗi thành phần đều đóng một vai trò trong quá trình đóng gói. Một yếu tố quan trọng của hệ thống là áp suất bể nóng chảy. Cùng với kim phun và nhiệt độ hoạt động, nó ảnh hưởng đến tốc độ trên chuyền và lượng keo được phun trên mỗi sản phẩm. Đối với mỗi ứng dụng, người vận hành phải:
Duy trì các cài đặt phù hợp có thể tránh được các vấn đề, từ đó hạn chế được thời gian ngừng hoạt động trên chuyền.
Trong ngành công nghiệp bao bì, người ta thường thấy áp suất bồn chứa từ 20 đến 50 psi. Nếu chạy quá thấp, có thể không đủ áp lực để bắn hạt sạch vào bao bì. Nếu chạy quá cao, keo có thể bắn quá mạnh, va vào gói và "văng" ra ngoài. Áp suất bể chứa keo nóng chảy có thể ảnh hưởng đến lượng keo được sử dụng. Nếu không được đặt ở mức thích hợp, áp suất bồn chứa có thể dẫn đến các vấn đề khác khi đóng gói và ảnh hưởng đến hiệu quả của dây chuyền sản xuất. Thông thường, người vận hành sẽ tăng áp suất bơm khi:
Mặc dù nhiều người vận hành máy nghĩ rằng cách điều chỉnh dễ nhất để giải quyết những vấn đề này là tăng áp suất bình nóng chảy, nhưng có một số sự cố đã từng xảy ra liên quan đến việc thay đổi áp suất mà không xem xét kỹ lưỡng vấn đề. Điều chỉnh áp suất bể làm tăng lượng keo được sử dụng; tuy nhiên, áp suất bơm không phải là biến số duy nhất. Nhiệt độ hoạt động và kích thước vòi phun cùng với áp suất bơm ảnh hưởng đến lượng keo, là một trong những yếu tố quan trọng nhất đối với độ hoàn thiện của bao bì. Bảng sau đây cho thấy một ví dụ về việc tăng áp suất mà không có bất kỳ điều chỉnh nào đối với nhiệt độ bể chứa hoặc vòi phun có thể ảnh hưởng đến lượng keo được sử dụng.
| Áp lực ban đầu | Áp lực điều chỉnh | % Lượng keo tăng |
|---|---|---|
| 30 PSI / 2.0 BAR | 35 PSI / 2.4 BAR | 11% |
| 25 PSI / 1.7 BAR | 30 PSI / 2.0 BAR | 13% |
| 20 PSI / 1.4 BAR | 25 PSI / 1.7 BAR | 15% |
Việc tăng 5 psi có thể làm tăng mức tiêu thụ keo lên hơn 10 phần trăm. Mặc dù sự điều chỉnh là rất nhỏ về áp suất, việc tăng 5 psi có thể khiến nhà sản xuất phải trả một khoản tiền đáng kể theo thời gian. Ngoài chi phí, có một số vấn đề về chất lượng do áp suất bồn chứa tăng quá cao. Nếu cần điều chỉnh áp suất bồn chứa, thì áp suất này nên được điều chỉnh theo gia số 3-5 psi.
Việc thay đổi áp suất hệ thống keo nóng chảy có thể ảnh hưởng đến các khu vực khác của dây chuyền đóng gói. Tốc độ trên chuyền thường bị ảnh hưởng nhiều nhất khi thay đổi áp suất. Được xác định bằng thời gian cần thiết để keo nóng chảy trở nên mạnh hơn chất nền để tạo ra vết rách sợi khi test, tốc độ là một yếu tố quan trọng do ảnh hưởng của nó đến việc tạo ra các lỗi hở hoặc bung keo. Có một mối quan hệ nghịch đảo giữa áp suất bể chứa và tốc độ dây chuyền sản xuất. Nếu áp suất bồn chứa trên dây chuyền đóng gói tăng lên, lượng keo được dùng sẽ tăng, điều này làm tăng thời gian cần thiết để keo nguội và kết dính đúng cách. Điều này yêu cầu tốc độ chuyền phải chậm hơn để có thời gian kết dính và tạo ra một liên kết tốt sau khi nén. Ngược lại, nếu áp suất bồn chứa trên dây chuyền đóng gói quá thấp, lượng keo được sử dụng thấp. Dây chuyền sản xuất có thể chạy nhanh hơn; tuy nhiên, có thể có các vấn đề có thể phát sinh như keo nóng chảy nguội đi quá nhanh hoặc không có đủ lượng keo để tạo liên kết hiệu quả giữa hai chất nền.
Các loại keo nóng chảy, như TECHNOMELT®, được sử dụng bằng cách làm nóng chảy và phun keo trên một chuyền vật liệu chạy liên tục. Áp suất bể keo tăng lên dẫn đến lượng keo nhiều hơn được áp dụng cho bề mặt vật liệu. Lượng keo dư thừa này có thể gây ra hiện tượng phun keo lem, một lỗi phổ biến trên chuyền đóng gói. Trong nhiều trường hợp, keo sẽ bắn hoặc phun vào dây chuyền sản xuất. Áp lực tăng lên cũng có thể lượng keo được sử dụng trên bề mặt bao bì tăng, gây ra hiện tượng keo bị tràn ra khi ép hai bề mặt vật liệu. Lượng keo dư có thể phủ lên dây đai hoặc máy, cũng như ảnh hưởng đến tính thẩm mỹ của gói hàng.
Hiểu các yêu cầu vận hành của thiết bị nóng chảy giúp xác định và giải quyết các vấn đề của quy trình. Mặc dù, điều chỉnh áp suất bình chứa đôi khi có thể cải thiện những vấn đề này, nhưng không phải lúc nào nó cũng là câu trả lời để cải thiện hoạt động của thiết bị. Có nhiều yếu tố có thể ảnh hưởng đến ứng dụng keo dán bao bì nóng chảy. Hướng dẫn sử dụng thiết bị là một nguồn thông tin đáng tin cậy về cách cài đặt được khuyến nghị. Như đã đề cập trước đây, hướng dẫn chung cho phạm vi áp suất của bồn chứa là từ 20 đến 50 psi. Khi áp suất bình nóng chảy hoạt động trên phạm vi này, có thể có một vấn đề khác như ống hoặc vòi phun bị tắc hoặc đóng than trong hệ thống. Nếu cần áp suất cao để khắc phục tình trạng tắc nghẽn này, bạn nên kiểm tra kỹ thiết bị của mình và thay thế nếu cần.
Hiểu cách duy trì sự nhất quán trong hoạt động với keo nóng chảy dùng cho bao bì là rất quan trọng. Mỗi nhà sản xuất thiết bị đều có những phương pháp hay nhất để giữ cho máy móc hoạt động năng suất và hiệu quả. Các nhà sản xuất thực phẩm và đồ uống dựa vào hiệu quả của keo nóng chảy dùng cho bao bì để đảm bảo độ kết dính tốt của bao bì. Chủ sở hữu thương hiệu cần hiểu hiệu suất kết dính tối ưu để tạo ra một liên kết an toàn. Để có thêm hiểu biết về các cách tăng hiệu quả của keo nóng chảy, hãy đăng ký nền tảng đào tạo kỹ thuật của Henkel và tìm hiểu thêm các phương pháp hay nhất về cải thiện hoạt động của keo dán.
Henkel Adhesive Technologies Vietnam
Số 7, Đường 9A, KCN Biên Hòa II, Thành phố Biên Hòa, Đồng Nai, Việt Nam
Tel: +84 287 100 6301
Hotline (for customers): +84 86 254 7579
Email: henkelvietnam@henkel.com
Giờ làm việc: 8:00 AM – 5:00 PM từ thứ Hai - thứ Sáu
Vui lòng điền vào mẫu dưới đây và chúng tôi sẽ phản hồi nhanh chóng