
Otimizando a pressão do tanque de adesivo hot melt para embalagem
O Controle Eficaz Evita Desperdício de Adesivo
Américas
Ásia e Pacífico
Europa
Ásia Meridional, Oriente Médio e África
As embalagens de alimentos e bebidas continuam a evoluir à medida que os consumidores desejam mais opções com seus produtos. Uma das constantes entre as novas opções de embalagens é o uso de adesivos hot melt para lacrar caixas. Os adesivos hot melt para embalagens são projetados para curar rapidamente sob curtos tempos de compressão para formar adesões fortes. Para atender à demanda do consumidor, as linhas de embalagem precisam funcionar sem problemas e evitar o tempo de inatividade. Para alcançar essa eficiência, os operadores da linha de embalagem precisam entender como o adesivo e o equipamento funcionam juntos para criar uma ótima selagem.
Os sistemas adesivos hot melt são configurados para atender às necessidades de cada linha de produção com uma variedade de bombas, mangueiras, bicos e tanques para aplicação de adesivos. Desde o tanque de fusão, que aquece os grânulos ou pedaços de adesivo, até as bombas que pressurizam o adesivo fundido, cada componente desempenha um papel no processo de embalagem. Um componente chave do sistema é a pressão do tanque de hot melt. Junto com os bicos e a temperatura de aplicação, afeta a taxa de fluxo e a quantidade de adesivo a ser dispensado. Para cada aplicação, os operadores devem:
• Determinar a configuração de pressão;
• Integrar a velocidade definida na aplicação;
• Evitar o acúmulo de adesivo e pulverização excessiva.
Não manter as configurações adequadas pode causar problemas, o que, por sua vez, pode levar ao tempo de inatividade.
Na indústria de embalagens, é comum ver pressões de tanque entre 20 e 50 psi. Se estiver funcionando muito baixa, pode não haver pressão suficiente para disparar uma aplicação limpa na embalagem. Se estiver muito alta, o adesivo pode disparar de forma muito agressiva, atingir a embalagem e “respingar”. A pressão do tanque de adesivo hot melt pode afetar a quantidade de adesivo aplicado. Se não for definida para o nível adequado, a pressão do tanque pode levar a mais problemas nas aplicações de embalagem e afetar a eficiência da linha de produção. Normalmente, os operadores aumentam a pressão da bomba quando:
• Os grânulos adesivos são muito pequenos
• Surgem problemas de adesão ou a ruptura da fibra é insatisfatória
• O adesivo não está disparando, indicando um bico entupido
Embora muitos operadores possam acreditar que o ajuste mais fácil para resolver esses problemas é aumentar a pressão do tanque, existem algumas quedas inerentes associadas à alteração da pressão sem concluir um diagnóstico completo do problema. Ajustar a pressão do tanque aumenta a quantidade de adesivo sendo aplicado; entretanto, a pressão da bomba não é a única variável em jogo. A temperatura de aplicação e o tamanho do bico também funcionam em conjunto com a pressão da bomba para influenciar a quantidade de aplicação, que é um dos componentes mais críticos para a integridade da embalagem. A tabela a seguir mostra um exemplo de como um aumento na pressão sem nenhum ajuste na temperatura do tanque ou no bico pode afetar a quantidade de aplicação.
| Pressão inicial | Pressão Final | % Aumento do Adesivo |
|---|---|---|
| 30 PSI / 2.0 BAR | 35 PSI / 2.4 BAR | 11% |
| 25 PSI / 1.7 BAR | 30 PSI / 2.0 BAR | 13% |
| 20 PSI / 1.4 BAR | 25 PSI / 1.7 BAR | 15% |
Um aumento de 5 psi pode aumentar potencialmente o consumo de adesivo em mais de 10%. Embora seja um pequeno ajuste na pressão, aumentar 5 psi pode custar ao fabricante uma soma significativa ao longo do tempo. Além dos custos, existem alguns problemas de qualidade resultantes de um aumento muito alto na pressão do tanque. Se for necessário um ajuste na pressão do tanque, ele deve ser ajustado em incrementos de 3-5 psi.
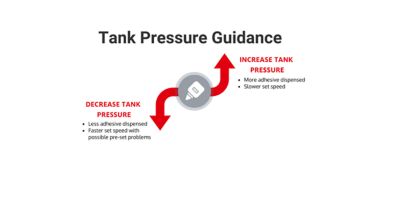
Alterar a pressão do sistema adesivo hot melt pode impactar outras áreas da linha de embalagem. A velocidade definida costuma ser mais afetada quando são feitas alterações de pressão. Definida como o tempo que leva para o adesivo de fusão a quente se tornar mais forte do que o substrato para produzir o rompimento da fibra, a velocidade de ajuste é um elemento crítico devido à sua influência nas aberturas indesejadas das embalagens. Existe uma relação inversa entre a pressão do tanque e a velocidade da linha de produção. Se a pressão do tanque na linha de embalagem aumentar, mais adesivo é aplicado ao substrato, o que aumenta o tempo necessário para o adesivo esfriar e aderir adequadamente. Isso pode resultar em velocidades de linha mais lentas para permitir que o adesivo endureça e crie uma boa adesão depois de comprimido. Por outro lado, se a pressão do tanque na linha de embalagem for muito baixa, menos adesivo será aplicado. A linha de produção pode funcionar mais rápido; no entanto, pode haver problemas se o adesivo hot melt esfriar muito rapidamente ou se não houver adesivo suficiente para fazer uma adesão eficaz entre os dois substratos.
Os adesivos hot melt, como o TECHNOMELT®, são dispensados por extrusão de um fluxo contínuo de material. O aumento da pressão do tanque resulta em mais adesivo aplicado ao substrato. Esse excesso de adesivo pode causar pulverização excessiva, que é um desafio comum do processo de aplicação. Em muitos casos, o adesivo dispara ou pulveriza na linha de produção. O aumento da pressão também pode aplicar uma maior quantidade de adesivo ao substrato da embalagem. Este adesivo adicional pode se espremer entre as abas da embalagem, uma vez que é selada. Esse adesivo excessivo pode revestir as correias ou a máquina, além de afetar o apelo geral da embalagem.
Compreender os requisitos operacionais do equipamento de hot melt ajuda a identificar e resolver problemas de processo. Embora, às vezes, ajustar a pressão do tanque possa melhorar esses problemas, nem sempre é a resposta para melhorar a operação do equipamento. Existem muitas variáveis que podem impactar a aplicação do adesivo da embalagem. O manual do equipamento é uma boa fonte de configurações recomendadas. Uma diretriz geral para uma faixa de pressão do tanque é entre 20 e 50 psi, conforme mencionado anteriormente. Quando a pressão do tanque de hot melt está operando acima dessa faixa, pode haver outro problema, como mangueiras ou bocais entupidos ou carbonização no sistema. Se for necessária pressão excessiva para superar esse bloqueio, é recomendável investigar cuidadosamente o seu equipamento e, se necessário, substituí-lo.
É importante entender como manter a consistência operacional com adesivos hot melt para embalagens. Cada fabricante de equipamento tem as melhores práticas para manter o maquinário funcionando de forma eficiente e eficaz. Os fabricantes de alimentos e bebidas contam com a eficácia dos adesivos de embalagem hot melt para garantir uma forte selagem ou adesão. Os proprietários das marcas precisam entender o desempenho ideal do adesivo para produzir uma adesão segura. Para obter mais informações sobre como aumentar a eficiência do adesivo hot melt, entre em contato conosco agora mesmo para falar com um de nossos técnicos.
Por favor, preencha o formulário abaixo e, em breve, entraremos em contato com você.